К атегория:
Фрезерные работы
Фрезерование шпоночных пазов на валах
Шпоночные соединения весьма распространены в машиностроении. Они могут быть с призматическими, сегментными, клиновыми и другими сечениями шпонок. На рабочих чертежах вала должны быть проставлены размеры для вала с призматической шпонкой и для вала с сегментной шпонкой.
Шпоночные пазы делятся на сквозные, открытые (с выходом) и закрытые. Фрезерование шпоночных пазов является весьма ответственной операцией. От точности шпоночного паза зависит характер посадки на шпонку сопрягаемых с валом деталей. К обработанным фрезерованием шпоночным пазам предъявляются жесткие технические требования. Ширина шпоночного паза должна быть выполнена по 2-му или 3-му классу точности: по глубине шпоночный паз должен быть выполнен по 5-му классу точности; длина паза под шпонку - по 8-му классу точности. Невыполнение этих требований при фрезеровании шпоночных пазов влечет за собой трудоемкие пригоночные работы при сборке - припиливание шпонок или других сопрягаемых деталей.
Кроме указанных выше требований, в отношении точности к шпоночному пазу предъявляется также требование в отношении точности его расположения и шероховатости поверхности. Боковые грани шпоночного паза должны быть расположены симметрично относительно плоскости, проходящей через ось вала; шероховатость поверхности боковых стенок должна находиться в пределах 5-го класса шероховатости, а иногда и выше.
Сопоставляя допуски на фрезы с допусками на размер шпоночного паза, можно убедиться в трудности выполнения паза требуемой точности на станках, работающих мерным инструментом. Возьмем для примера паз шириной 12ПШ
Практика показывает, что для обработки шпоночного, паза, укладывающегося в поле допуска ПШ, приходится тщательно подбирать. фрезы и делать пробные проходы. В серийном и массовом производстве стремятся по возможности шпоночные соединения заменять шлицевыми.
Дисковые фрезы пазовые (СТ СЭВ 573-77) предназначаются для фрезерования неглубоких пазов. Они имеют зубья только на цилиндрической части.
Пазовые фрезы затылованные по ГОСТ 8543-71 предназначаются также для обработки пазов. Их затачивают только по передней поверхности. Достоинством этих фрез является то, что они не теряют размера по ширине после переточек. Они выпускаются диаметром от 50 до 100 мм,от 4 до 16 мм.
Шпоночные фрезы по ГОСТ 9140-78 применяются для фрезерования шпоночных пазов и изготовляются с цилиндрическим и коническим хвостовиком. Шпоночные фрезы имеют два режущих зуба с торцовыми режу
щими кромками, выполняющими основную работу резания. Режущие кромки фрезы направлены не наружу, как у сверла, а в тело инструмента. Такие фрезы могут работать с осевой подачей (как сверло) и с продольной подачей. Переточка фрез производится по торцовым зубьям, вследствие чего диаметр фрезы практически остается неизменным. Это очень важно для обработки пазов.
Фрезы с цилиндрическим хвостовиком изготовляют для диаметра от 2 до 20 мм, с коническим хвостовиком - от 16 до 40 мм. В настоящее время инструментальные заводы выпускают цельные твердосплавные шпоночные фрезы диаметром 3, 4, 6, 8 и 10 мм с углом наклона винтовой канавки 20° из сплава ВК8. Эти фрезы применяют главным образом при обработке закаленных сталей и труднообрабатываемых материалов. Применение этих фрез позволяет увеличить производительность труда в 2-3 раза и повысить класс шероховатости обработанной поверхности.
Фрезы для пазов под сегментные шпонки хвостовые по ГОСТ 6648-68* предназначаются для фрезерования всех пазов под сегментные шпонки диаметром 4-5 мм.
Фрезы для пазов под сегментные шпонки насадные по ГОСТ 6648-68* предназначаются для фрезерования всех пазов под сегментные шпонки диаметром 55-80 мм.
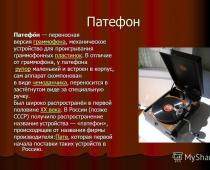
Закрепление заготовок. Заготовки валов для фрезерования в них шпоночных пазов и лысок удобно закреплять в призмах. Для коротких заготовок достаточно одной призмы. При большей длине вала заготовку устанавливают на двух призмах. Правильность расположения призмы на столе станка обеспечивается шипом в основании призмы, входящим в паз стола, как показано на рисунке справа. Валы закрепляют прихватами. Во избежание прогиба вала при закреплении необходимо следить, чтобы прихваты опирались на вал над призмами. Под прихваты следует положить тонкую медную или латунную прокладку, чтобы не повредить окончательно обработанной цилиндрической поверхности вала. На рис. 4 показаны тиски для закрепления валов. Тиски на столе можно закреплять либо в положении, показанном на рис., либо можно повернуть их на 90°. Поэтому они пригодны для закрепления валов как на горизонтально-, так и на вертикально-фрезерных станках. Вал устанавливается цилиндрической поверхностью на призму и при вращении маховичка зажимается губками, которые поворачиваются вокруг пальцев. Призму можно установить в тисках другой стороной закрепления вала большего диаметра. Упор служит для установки вала по длине.

Рис. 1. Вал со шпоночными пазами

Рис. 2. Схема расположения полей допусков шпоноч-ною паза и фрезы

Рис. 3. Закрепление вала на оизмах

Рис. 4. Тиски для закрепления валов
На рис. 5 показана магнитная призма с постоянным магнитом. Корпус призмы состоит из двух частей, между которыми размещен оксидно-бариевый магнит. Для закрепления валика достаточно повернуть рукоятку выключателя на 90°. Сила зажима вполне достаточна для фрезерования на валиках шпоночных пазов, лысок и т. д. Одновременно с закреплением детали призма притягивается к опорной поверхности стола станка.
Фрезерование сквозных шпоночных пазов. Шпоночные пазы фрезеруют после окончательной обработки цилиндрической поверхности. Сквозные и открытые пазы с выходом канавки по окружности, радиус которой равен радиусу фрезы, обрабатывают дисковыми фрезами. Превышение размера ширины паза по сравнению с шириной фрезы составляет 0,1 мм и более. После заточки дисковых пазовых фрез ширина фрезы несколько уменьшается, поэтому использование фрез возможно лишь до определенных пределов, после чего их применяют для других работ, когда не столь важен размер по ширине.
На рис. 6 показана установка заготовки и фрезы при.фрезеровании сквозного шпоночного паза. При установке фрезы на оправку необходимо добиться, чтобы фреза имела минимальное биение по торцу. Заготовку закрепляют в машинных тисках с медными или латунными накладками на губках.
При правильно установленных тисках точность установит закрепленного в них вала можно и не проверять. Установить фрезу следует так, чтобы она была расположена симметрично относительно диаметральной плоскости, проходящей через ось вала. Для выполнения этого условия пользуются следующим приемом. После закрепления фрезы и проверки ее биения индикатором фрезу устанавливают предварительно в диаметральной плоскости вала. Точная установка осуществляется угольником и штангенциркулем.
Для установки фрезы необходимо поставить ее в поперечном направлении на размер S со стороны одного из выступающих над тисками концов вала. Проверить этот размер штангенциркулем. Затем поставить угольник с другой стороны вала, как это показано на рис. 7 пунктиром, и еще раз проверить размер S.

Рис. 5. Магнитная призма для закрепления валов
дить одновременно медленный подъем стола до касания с фрезой и перемещение в продольном направлении. Установив момент касания фрезы с валом, отвести стол из-под фрезы. Выключить станок и вращением рукоятки вертикальной подачи поднять стол на глубину шпоночной канавки.
Фрезерование закрытых шпоночных пазов. Фрезерование закрытых шпоночных пазов можно производить на горизонтально-фрезерных станках. Для закрепления вала пользуются специальными самоцентрирующими тисками или призмами. Так как установка для фрезерования по рис. 9, а отличается от установки по рис. 9, б лишь расположением шпинделя, разберем только порядок фрезерования шпоночного паза на горизонтально-фрезерном станке.

Рис. 9. Фрезерование закрытых шпоночных пазов
Другой способ установки («по яблочку») шпоночной или концевой фрезы в диаметральной плоскости фрезы состоит в следующем. Вал устанавливают по возможности точно (на глаз) относительно фрезы и вращающуюся фрезу медленно приводят в соприкосновение с обрабатываемым валом до тех пор, пока на поверхности вала не появится едва заметный след фрезы. Если этот след получается в виде полного круга, то это означает, что фреза расположена в диаметральной плоскости вала. Если след имеет форму неполного круга, то необходимо сместить стол.
Установка на глубину паза. Обрабатываемый вал, диаметральная плоскость которого совпадает с осью фрезы, подводят до соприкосновения с фрезой. При этом положении стола отмечают показание лимба винта поперечной или вертикальной подачи, затем перемещают или поднимают стол на глубину резания В.
Закрытые шпоночные пазы, допускающие пригонку, фрезеруют одним из двух способов:
а) врезанием вручную на определенную глубину и продольной механической подаЧей, затем снова врезанием на ту же глубину и продольной подачей, но в другом направлении;
б) врезанием вручную на полную глубину паза и дальнейшей механической продольной подачей. Этот способ применяют при фрезеровании шпоночными фрезами диаметром свыше 12-14 мм.

Рис. 10. Схема установки концевой фрезы в диаме! ральной плоскости вала
Контроль ширины шпоночного паза следует производить калибром согласно допуску, указанному на чертеже.
Фрезерование открытых шпоночных пазов с выходом канавки по окружности, радиус которой равен радиусу фрезы, производят дисковыми фрезами. Пазы, в которых не допускается выход канавки по радиусу окружности, фрезеруют концевыми или шпоночными фрезами.
Фрезерование пазов сегментных шпонок осуществляют хвостовыми или насадными фрезами под сегментные шпонки, диаметр которых должен быть равен двойному радиусу канавки. Подача производится в вертикальном направлении, перпендикулярном оси вала (рис. 11).
Фрезерование валов на шпоночно-фрезерных станках. Для получения точных по ширине пазов обработку ведут на специальных шпоночно-фрезерных станках с маятниковой подачей, работающих двузубыми шпоночными фрезами. При этом способе фреза врезается на 0,2-0,4 мм и фрезерует паз по всей длине, затем опять врезается на ту же глубину, как и в предыдущем случае, и фрезерует паз опять на всю длину, но в другом направлении. Отсюда и происходит название метода - «маятниковая подача».

Рис. 11. Фрезерование шпоночных пазов под сегментные шпонки

Рис. 12. Схема фрезерования шпоночных пазов способом «маятниковая подача»

Рис. 13. Контроль размером паза калибрами
По окончании фрезерования шпиндель автоматически возвращается в исходное положение и выключается продольная подача фрезерной бабки. Этот метод является наиболее рациональным при изготовлении шпоночных валов в серийном и массовом производстве, так как дает точный паз, обеспечивающий взаимозаменяемость в шпоночном соединении. Кроме того, поскольку фреза работает торцовыми режущими кромками, она долговечнее, так как не изнашивается по периферии. Недостатком этого способа является значительно большая затрата времени по сравнению с фрезерованием за один-два прохода.
Фрезерование пазов на автоматизированных шпоночно-фрезерных станках немерным инструментом производится с осциллирующим (колебательным) движением инструмента. Регулируя размах осциллирования от нуля до требуемой величины, можно фрезеровать шпоночные пазы с требуемой точностью по ширине.
При фрезеровании с осциллированием ширина фрезы меньше ширины обрабатываемог о паза. Так, станок МА-57 предназначается для фрезерования открытых шпоночных пазов на валах электродвигателей дисковыми трехсторонними фрезами в автоматизированном производстве. Станок 6Д92 предназначен для фрезерования закрытых шпоночных пазов немерными концевыми фрезами. Требуемая ширина паза достигается за счет того, что фрезе придается осциллирующее движение в направлении, перпендикулярном продольной подаче. Станок может быть встроен в автоматическую линию.
Контроль размеров пазов и канавок. Контроль размеров пазов и канавок можно производить как штриховыми измерительными инструментами (штангенциркуль, штангенглуби-номер), так и калибрами. Измерение и отсчет размеров пазов с помощью универсальных инструментов не отличаются от измерений других линейных размеров (длина, ширина, толщина, диаметр). Ширину паза можно контролировать круглыми и листовыми предельными калибрами-пробками. На рис. 13, а показан контроль ширины паза, заданного размером 20+см мм. В этом случае проходная сторона калибра имеет размер 20,0 мм, а непроходная- 20,1 мм.
Симметричность расположения шпоночного паза относительно оси вала контролируется специальными шаблонами и приспособлениями.
На рис. 8 даны три варианта фрезерования уступов на бруске.
На рис. 8, а каждый уступ фрезеруется одной трехсторонней дисковой фрезой. Такой метод обычно применяют при обработке малого количества заготовок.
На рис. 8, б оба уступа одновременно фрезеруются набором из двух дисковых двухсторонних фрез одинакового диаметра. Чтобы получить заданный размер между уступами, на оправку между фрезами помещают соответствующий набор колец. Такой метод является более производительным, и его применяют при обработке партии одинаковых заготовок.
Рисунок 8 - Фрезерование уступов
На рис. 8, в последовательно обрабатываются оба уступа одной двухсторонней дисковой фрезой на двухпозиционном приспособлении. После фрезерования первого уступа (первая позиция) приспособление поворачивают и ставят во вторую позицию для фрезерования второго уступа. Такой метод обработки требует специального приспособления и применяется при изготовлении партии одинаковых деталей. По сравнению с обработкой по первому методу (рис. 8) он дает большую точность и сокращает время на перестановку детали для фрезерования второго уступа, но он менее производителен, чем второй метод (рис. 8).
В зависимости от количества пускаемых одновременно в обработку заготовок (размер партии) каждый из трех изложенных вариантов фрезерования уступов может оказаться наиболее рациональным. Последовательность обработки по второму варианту дадим лишь в общем виде.
Так как в нашем случае ширина выступа составляет 89 мм, а ширина фрезы равна 18 мм, то для перемещения стола в поперечном направлении на расстояние, равное ширине выступа плюс ширина фрезы, т. е. на 89+18 = 107 мм, потребовалось бы сделать свыше 17 оборотов лимба поперечной подачи (при шаге винта поперечной подачи t = 6 мм). Поэтому в таких случаях получения точного размера выступа можно достичь путем фрезерования за два перехода - предварительный и окончательный. Предварительное фрезерование можно производить по разметке, оставляя припуск по длине выступа на окончательное фрезерование в пределах 1-2 мм. После предварительного фрезерования произвести измерение длины выступа и в соответствии с полученным размером, определить число делений, на которое следует повернуть лимб поперечной подачи, не нарушая установки по высоте, и произвести окончательное фрезерование второго уступа. Второй вариант обработки уступов в единичном и мелкосерийном производстве является предпочтительным. Наладка станка на фрезерование сквозных прямоугольных пазов дисковыми фрезами. При фрезеровании уступов точность размера уступа по ширине не зависит от ширины фрезы. Необходимо выполнять лишь одно условие: ширина фрезы должна быть больше ширины уступа (по возможности не более чем на 3-5 мм). При фрезеровании прямоугольных пазов ширина дисковой фрезы должна быть равна ширине фрезеруемого паза в том случае, если биение торцовых зубьев фрезы равно нулю. При наличии биения зубьев фрезы размер профрезерованного такой фрезой паза будет соответственно больше размера ширины фрезы. Это следует иметь в виду, особенно при обработке точных по ширине пазов. Установка на глубину резания может осуществляться по разметке. Для четкого выделения линий разметки заготовку предварительно окрашивают меловым раствором и на прочерченной чертилкой рейсмуса линии кернером наносят углубления (керны). Установку на глубину резания по линии разметки осуществляют пробными проходами. При этом следят за тем, чтобы фреза срезала припуск только на половину углублений от кернера. При наладке станка на обработку пазов очень важно правильно установить фрезу относительно обрабатываемой заготовки. В том случае, когда заготовку устанавливают в специальном приспособлении, ее положение относительно фрезы определяется самим приспособлением.

Рисунок 9 - Фрезерование паза
В том случае, когда обработка производится без специального приспособления, задача усложняется и решение ее зависит, прежде всего, от того, какие размеры должны быть выдержаны при обработке паза. Поясним это на примере. Допустим, требуется профрезеровать прямоугольный паз шириной b с размерами а и h, определяющими его положение на детали. На рис. 9 размер h отсчитывается от верхней плоскости заготовки, а на рис. 10 размер h задается от нижней опорной поверхности заготовки.

Рисунок 10 - Метод фрезерования
Порядок установки дисковой фрезы в первом случае (см. рис. 9) следующий. Вращающуюся фрезу подвести к боковой поверхности обрабатываемой заготовки до касания в виде следа (положение I). Затем опустить стол так, чтобы фреза оказалась выше верхней поверхности заготовки и переместить его рукояткой поперечной подачи на размер а. Затем поднять стол на высоту, при которой фреза оставит легкий след на верхней поверхности детали. Далее, надо продвинуть стол в продольном направлении, вывести фрезу за габариты обрабатываемой заготовки и, подняв стол на размер h, включить продольную подачу и отфрезеровать паз (положение II).Порядок установки на размер h, заданный от основания детали (см. рис. 10). Поднять стол до соприкосновения фрезы с поверхностью стола, если деталь установлена непосредственно на столе, или до соприкосновения с опорой, если деталь установлена в приспособлении (положение I). Затем опустить стол на размер h (положение II). После этого включить вращение фрезы и переместить стол до соприкосновения фрезы с обрабатываемой заготовкой и образования слабого следа от фрезы (положение III). Продвинуть теперь стол в продольном направлении, вывести фрезу за габариты обрабатываемой заготовки и переместить стол рукояткой поперечной подачи на размер а (положение IV). Включить продольную подачу и произвести фрезерование паза.
Если вместо размера а в обоих случаях был бы задан размер с, то перемещение стола в поперечном направлении следовало бы производить на величину с+В, где В - ширина фрезы. Точную установку фрез на заданную глубину производят с помощью специальных установок или габаритов, предусмотренных в приспособлении. На рис. 83 приведены схемы установки фрез на размер с помощью установов. Габарит 1 представляет собой стальную закаленную пластинку или угольник, закрепленные на корпусе приспособления. Между установом и режущей кромкой зуба фрезы прокладывают мерный щуп 2 толщиной 3-5 мм, во избежание соприкосновения зуба фрезы 3 с закаленной поверхностью установа.
Если обработку одной и той же поверхности производят за два перехода (черновой и чистовой), то для установки фрезы от одного и того же габарита применяют щупы разной толщины.
Операции фрезерования уступов:
- Фрезерование тонкостенных деталей
Фрезерование уступов/торцевое фрезерование

Успешное фрезерование уступов/торцевое фрезерование
При фрезеровании уступов одновременно обрабатывается две поверхности, что требует периферийного фрезерования в сочетании с торцевым фрезерованием. Одно из самых важных требований - формирование уступа с углом девяносто градусов. Уступы можно фрезеровать традиционными фрезами для прямоугольных уступов, а также концевыми, длиннокромочными и трёхсторонними дисковыми фрезами. Ввиду этих многочисленных опций необходимо тщательно взвесить эксплуатационные требования, чтобы сделать оптимальный выбор.
Выбор инструмента
Фрезы для обработки уступов
Торцевые фрезы обычной конструкции для обработки уступов часто способны фрезеровать строго прямоугольные неглубокие уступы. Многие торцевые фрезы для обработки уступов универсальны и могут эффективно использоваться для изготовления отверстий. Они представляют собой хорошую альтернативу обычным торцевым фрезам при обработке поверхностей, отклоняющихся в осевом направлении, и при фрезеровании рядом с вертикальными поверхностями.
Концевые фрезы
Концевые фрезы со сменными пластинами и цельные твердосплавные концевые фрезы – хорошие решения для фрезерования уступов, где требуется геометрическая проходимость.
Длиннокромочные фрезы
Длиннокромочные фрезы применяются для фрезерования более глубоких уступов.
Особенности применения
Фрезерование неглубоких уступов
Эта распространённая операция выполняется, как правило, торцевыми фрезами для обработки уступов и концевыми фрезами. При небольшой высоте уступа возможна обработка с большой радиальной глубиной резания. Зачастую такие фрезы могут заменить традиционную торцевую фрезу, особенно в условиях, когда необходимо снизить усилия резания на деталь в осевом направлении, а также если затруднен доступ к заготовке, вызванный особенностями крепежного приспособления. Фрезы для обработки уступов с увеличенным диаметром режущей части обеспечивают оптимальную геометрическую проходимость при фрезеровании глубоко расположенных небольших уступов.

Фрезерование глубоких уступов
Выполняется за несколько проходов фрезами для обработки уступов и концевыми фрезами. Для минимизации дефектов поверхности, таких как гребешки и переходные кромки между проходами, требуется высокоточная фреза, позволяющая получить строго прямоугольные уступы. Если глубина уступа меньше 75% от длины режущей кромки, уровень качества вертикальной поверхности обычно не требует дополнительной чистовой обработки.
Обработка уступа длиннокромочной фрезой за один проход
Длиннокромочные фрезы подходят для обработки более высоких, протяженных уступов, требующих снятия большого объема металла. У них высокий показатель скорости съёма металла, и они, как правило, используются для чернового фрезерования, поскольку на обработанной поверхности образуются следы от рядов пластин.

Для этих фрез важны:
- Стабильность
- Состояние шпинделя
- Эвакуация стружки
- Закрепление инструмента
- Мощность
Радиальные силы значительны, что обусловливает сложность фрезерования уступов.
Более короткие длиннокромочные фрезы подходят для:
- обработки широких, но неглубоких уступов
- фрезерования на всю ширину паза с глубиной, равной диаметру фрезы, что может компенсировать ограничения станка
Более длинные исполнения предназначены для:
- фрезерования уступов с умеренной шириной резания
- обработки кромок на мощных, стабильных станках
Фрезерование глубоких уступов

Фрезы для обработки уступов увеличенного размера обеспечивают оптимальную геометрическую проходимость при фрезеровании глубоко расположенных небольших уступов. Для уступов, располагающихся на ещё большей глубине, используйте удлинители с соединением Coromant Capto. Длиннокромочные фрезы также предлагаются увеличенного размера для глубоко расположенных крупных уступов. Однако ширина резания здесь более ограниченная.

- Попутное фрезерование всегда является первым выбором и особенно важно для фрезерования уступов ввиду главного угла в плане 90°
- Обработку следует выполнять таким образом, чтобы силы резания были по возможности направлены к опорным точкам крепления. Поэтому встречное фрезерование может в некоторых случаях быть хорошей альтернативой
- Выбор шага зубьев фрезы зависит от стабильности всей системы, включая станок, заготовку и её крепление, а также обрабатываемый материал
- На станках ISO 40 и менее крупных рекомендуется использовать фрезы с большим шагом зубьев – в силу ограниченной стабильности
- Фрезы с крупным шагом также рекомендуются для обработки деталей, закрепленных при помощи универсального наладочного приспособления
- Особое внимание следует обратить на положение фрезы относительно заготовки
- При D c /a e >10 для получения хорошего результата и во избежание поломки режущей кромки подачу f z следует откорректировать согласно значению hex
- Если глубина уступа меньше 75% от длины режущей кромки, уровень качества вертикальной поверхности обычно не требует дополнительной чистовой обработки
- Выбирайте более прочную твердосплавную пластину, чем для торцевого фрезерования
- При использовании длиннокромочных фрез обработка выполняется в сложных условиях, поэтому может потребоваться ещё более прочный сплав
- Чем больше глубина резания, тем более чувствительна система к вибрациям и поэтому обработку рекомендуется вести на пониженных скоростях.
- При возникновении вибрации уменьшите v c и повысьте f z , при условии соблюдения рекомендаций по толщине срезаемой стружки hex!
- Убедитесь, что мощность станка достаточна для выбранных режимов резания
Закрепление инструмента

- Особое внимание следует уделять требованиям по мощности, необходимой на осуществление нагруженных проходов, имеющих место при обработке длиннокромочными фрезами
- Надежность закрепления инструмента оказывает огромное влияние на результаты обработки фрезами диаметром менее 50 мм
- Чем больше глубина резания, тем важнее становится размер и стабильность соединения, поскольку при работе торцевыми фрезами для уступов, особенно длиннокромочными, радиальные силы значительны
- Соединения Coromant Capto® обеспечивают оптимальную стабильность и минимальное отжатие у всех типов фрез, что особенно важно для инструментов с большим вылетом
Врезание по дуге


- Плавное врезание необходимо для предотвращения вибрации и продления ресурса инструмента, особенно при фрезеровании уступов
- Запрограммируйте фрезу на вход в резание по дуге; на выходе толщина стружки должна равняться нулю: это позволит повысить и подачу, и стойкость инструмента
- Данный метод наиболее применим для операций обработки наружных углов, потому что он позволяет избегать больших нагрузок при врезании
- Обеспечивайте непрерывный контакт фрезы и заготовки.
Фрезерование уступов трёхсторонними дисковыми фрезами
Трёхсторонние дисковые фрезы также применяются для обработки уступов, особенно если форма узкая и к тому же протяжённая. Обычно эти фрезы обеспечивают единственно возможную обработку поднутрений на закрытых уступах.
 |
||
Обработка кромок периферией фрезы

Что такое успешная обработка кромок периферией фрезы?
Обработка кромки – это, на самом деле, фрезерование уступа, выполняемое методом контурной обработки. Торцевое фрезерование и контурное фрезерование – это разновидности фрезерования периферийной частью фрезы.
Выбор инструмента

- Тонкие стенки обычно обрабатывают концевыми фрезами, обработку более глубоких или широких стенок ведут за несколько проходов концевыми фрезами, однако высокую стенку можно обработать за один проход длиннокромочной фрезой
- Уступы глубиной в два диаметра эффективно фрезеруются длиннокромочными или цельными твердосплавными фрезами. Для обработки таких глубоких уступов рекомендуемая глубина резания должна составлять половину диаметра фрезы.
- Трёхсторонние дисковые фрезы также можно использовать для обработки кромок или фрезерования периферией
- Большой угол подъёма обеспечивает участие достаточного количества зубьев в резании и плавную обработку кромок с небольшой глубиной резания
- Для обработки кромок особенно подходят фрезы с мелким и очень мелким шагом зубьев. Это также относится к фрезерованию более тонких кромок и неглубоких широких уступов концевыми фрезами 90º
Особенности применения
Шероховатость поверхности – цилиндрическое фрезерование

При отсутствии биения фрезы высота гребешка h
будет одинаковой и может быть вычислена по формуле:
Глубина профиля/высота гребешка

При наличии биения фрезы подача на зуб f
z
и, соответственно, высота гребешка h будут изменяться в зависимости от TIR.
 |
|
f z | f z биение |
Как упоминалось ранее, шероховатость получаемой поверхности может ограничивать значение подачи, особенно при малой радиальной глубине резания.
При работе цилиндрической частью концевой фрезы на профиле образуются серии ‘гребешков’ Высота гребешка h определяется следующими параметрами:
- Диаметр фрезы, D c
- Подача на зуб, f z
- Показание индикатора биения инструмента, TIR
У фрез со сменными пластинами всегда будет более высокое значение TIR, чем у цельных твердосплавных. Кроме того, чем больше диаметр фрезы, тем больше количество зубьев, что увеличивает высоту гребешков.
Для получения оптимального качества обработанной поверхности:
- Используйте цельные твердосплавные фрезы
- Используйте высокоточный гидропластовый патрон с соединением Coromant Capto®
- Используйте минимально возможный вылет
- Фрезы со сменными пластинами, начальное значение f z = 0,15 мм/зуб
- Цельные твердосплавные фрезы, начальное значение f z = 0,10 мм/зуб
Примечание: Наихудшее качество поверхности получается тогда, когда из-за сильного биения фрезы поверхность создаётся за счёт лишь одной режущей кромки.

- Наиболее важным фактором при фрезеровании периферийной частью является выбор подходящей подачи на зуб, f z
- Величину подачи, f z , необходимо корректироать при врезании фрезы, что влияет на толщину стружки
- Значение подачи на зуб, f z , следует умножить на коэффициент подачи. Результирующая подача будет больше с меньшей дугой врезания и, в то же время, толщина стружки будет достаточной величины Тем не менее, коэффициентом увеличения подачи не всегда можно пользоваться: ограничения по шероховатости поверхности будут ограничивать значение подачи.
Фрезерование тонких нежёстких стенок

Для обработки уступов:
- С малым отношением высоты к толщине < 15:1
- Со средним отношением высоты к толщине < 30:1
- С большим отношением высоты к толщине > 30:1
- Тонкостенных деталей

На что обратить внимание:
- Стратегия обработки тонкостенных участков должна выбираться в зависимости от высоты и толщины стенки
- Число проходов во всех случаях определяется размерами стенки и осевой глубиной резания
- Учитывайте стабильность и фрезы, и стенки
- Для обработки тонких стенок целесообразно применять метод высокоскоростной обработки, характеризующийся небольшими a p /a e и высокой v c . Такие параметры обработки сокращают длительность врезания и, как следствие, уменьшают силовой воздействие и отжатие.
- Рекомендуется попутное фрезерование
- Для обработки алюминия и титана используются одинаковые методы фрезерования
Малое отношение высоты к толщине стенки < 15:1
Проходы следует выполнять по зигзагообразной траектории.

Фрезерование тонких стенок:
- Обработку одной стороны стенки следует вести неперекрывающимися проходами
- Повторите процедуру с другой стороны
- Оставьте припуск с обеих сторон для последующей чистовой обработки
Среднее отношение высоты к толщине стенки < 30:1
Фрезерование в одной плоскости:
- Фрезерование с чередованием сторон стенки с разной начальной глубиной резания при непересекающихся проходах.
Фрезерование с подержкой стенки:
- Аналогичный подход, но с перекрытием проходов обработки двух сторон стенки: это обеспечивает большую поддержку в обрабатываемой точке. Первый проход следует выполнять при уменьшенной глубине резания, a p /2
- В обоих случаях оставляйте с обеих сторон припуск на последующую чистовую обработку 0,2–1,0 мм
- Применяйте круговое фрезерование с врезанием под углом в центре основания на требуемую глубину
- Фрезеруйте наружу от центра по круговой траектории с врезанием под углом
- Используйте инструмент с минимальным количеством режущих кромок
- Необходимо минимальное силовое воздействие с этой стороны при обработке
- Оставьте поддерживающую опору в том месте при обработке с одной стороны.
- Обработайте другую сторону
- После обработки обеих сторон уберите опору

Припуск на чистовую обработку
Фрезерование тонкостенного основания

Обработка тонких оснований:
Если при этом потребуется фрезерование поверхности, противоположная сторона которой уже обработана:
Если деталь имеет отверстие в центре основания:
2018-08-16
обработки пазов, уступов;
объемного копирования;
фасонной обработки поверхностей;
снятия свесов у щитов, облицованных различными материалами;
контурной обработки деталей;
выполнения иных операций.
В этой статье мы расскажем в деталях о концевых фрезах и технологиях обработки уступов, скосов, а также пазов различных форм.
Фотография №1: фрезерование концевой фрезой
Конструктивные особенности и виды концевых фрез
Монолитные и сборные обычные (цилиндрические) и иные концевые фрезы состоят из рабочих частей и хвостовиков. Они могут быть цилиндрическими и коническими, а зубья - нормальными и мелкими. Инструменты с нормальными зубьями применяют для получистовой и чистовой обработки, а крупнозубые фрезы - для черновой.

Изображение №1: концевая фреза с конусом Морзе (коническим)
Важно! Концевые фрезы имеют небольшие диаметры (3–60 мм). Из-за этого для обеспечения оптимальных скоростей резания инструменты вращаются с высокими частотами. При относительно небольших скоростях подачи нагрузка на 1 зуб минимальна. Это обеспечивает высокое качество обработки.
Монолитные концевые фрезы могут быть:
целиком изготовлены из быстрорежущей или легированной стали;
целиком выполнены из твердых сплавов;
спаянными (материал хвостовика - конструкционная сталь, а рабочей части - твердый сплав).
Кроме этого существуют концевые фрезы с твердосплавными пластинами.

Изображение №2: цилиндрическая концевая фреза с твердосплавными пластинами
Главное преимущество таких фрез - возможность смены пластин без снятия режущего инструмента. Твердосплавные концевые фрезы (с пластинами и без) применяют для получения пазов и уступов в заготовках из закаленных и труднообрабатываемых сталей.
Инструменты могут иметь затылованные и остроконечные зубья. Такие модели называют обдирочными. Их применяют для черновой обработки заготовок, полученных литьем и свободной ковкой.

Изображение №3: обдирочная концевая фреза с затылованными зубьями
Инструменты с острозаточенными зубьями имеют неравномерный окружной шаг. Такие обдирочные фрезы отличаются более высокими производительностью (+ 60–70 %), вибростойкостью и сроком службы.

Изображение №4: обдирочная концевая фреза с остроконечными зубьями
Кроме цилиндрических инструментов существуют концевые фрезы специального назначения. К ним относятся шпоночные, угловые и Т-образные модели.
Их применяют для фрезерования шпоночных пазов. Инструменты имеют 2 режущих зуба и торцевые режущие кромки. Они направлены не наружу (как у сверл), а внутрь инструментов.

Изображение №5: шпоночная концевая фреза
Шпоночная фреза может углубляться в материал при осевой подаче (высверливается отверстие), а затем двигаться в сторону при продольной. В результате получается шпоночный паз.
Важно! Переточку таких фрез производят по задним поверхностям торцевых кромок. После операций диаметры инструментов не изменяются.
Угловые концевые фрезы
Их применяют для фрезерования наклонных плоскостей и пазов, имеющих угловые профили. Инструменты бывают одноугловыми и двухугловыми. У первых режущие кромки расположены на конических поверхностях и торцах, а у вторых - только на конических поверхностях. Причем двухугловые фрезы могут быть симметричными. У таких инструментов усилия, возникающие при работе угловых кромок зубьев уравновешиваются. Такие фрезы работают более плавно.

Изображение №6: рабочие части угловых концевых фрез
Вершины угловых фрез закругляют. Это продлевает срок службы инструментов.
Т-образные концевые фрезы
Их применяют для обработки Т-образных пазов.

Изображение №7: конструкция и характеристики Т-образных концевых фрез
Эти фрезы часто ломаются. Это обусловлено сложностью обработки Т-образных пазов, при которой отвод стружки сильно затрудняется. Такие фрезы имеют разнонаправленные зубья и угловые поднутрения.
Оборудование для фрезерования концевыми фрезами
Для фрезерования концевыми фрезами применяются горизонтальные и вертикальные фрезерные станки. Инструменты устанавливают в различные по конструкции патроны.
Патроны для концевых фрез с цилиндрическими хвостовиками
Концевые фрезы с фиксируют при помощи таких патронов.

Изображение №8: патрон для концевых фрез с цилиндрическими хвостовиками
Они состоят из корпусов (1), гаек (2) и кулачков (3). Корпус устанавливается в шпинделе и затягивается шомполом. Кулачки зажимают инструмент при помощи кольцевой (4) и промежуточных пружин.
Патроны для концевых фрез с коническими хвостовиками
Имеют такую конструкцию.

Изображение №9: патрон для концевых фрез с коническими хвостовиками
Корпус (3) закрепляется в шпинделе станка при помощи шомпола. В сменной втулке (4) имеется винт (5), предназначенный для фиксации фрезы. Пояски втулки проходят через отверстия навернутой на корпус гайки (2) и вставляются в имеющиеся на торце пазы. Положение гайки регулируется при помощи специального винта (6).
Важно! Сменные втулки имеют стандартные размеры, соответствующие конусам Морзе.
Цанговые патроны
Предназначены для крепления концевых фрез с цилиндрическими хвостовиками.

Изображение №10: цанговый патрон
Конический хвостовик такого патрона затягивается в шпинделе станка при помощи шомпола. Спереди имеется выточка. В нее входит цанга (1). Это коническая разрезная втулка имеющая отверстие, диаметр которого соответствует диаметру хвостовика закрепляемой фрезы. Для ее фиксации цанга сжимается гайкой (2).
Патроны с регулируемыми эксцентриситетами
Состоят из корпусов (1), колпачковых гаек (3) и втулок (2).

Изображение №11: патрон с регулируемым эксцентриком
Втулка в таком патроне эксцентрично закреплена по отношению к оси вращающейся фрезы (4). Она крепится при помощи двух винтов (5). При поворачивании втулки регулируется ширина паза.
Выбор скорости подачи фрез
Выбор скорости подачи фрезы напрямую зависит от материала заготовки.
Алюминий и сплавы на его основе - 200–420 м/мин.
Бакелит - 40–110 м/мин.
Нержавеющая сталь - 45–95 м/мин.
Термопласты и древесина - 300–500 м/мин.
Латунь - 130–320 м/мин.
Бронза - 90–150 м/мин.
ПВХ - 100–2500 м/мин.
Основные технологии фрезерования концевыми фрезами
Расскажем об основных технологиях фрезерования концевыми фрезами на примере конкретных операций.
Фрезерование уступов концевыми фрезами
Рассмотрим фрезерование двух уступов в бруске. Цель - получение ступенчатой шпонки.
Основные параметры
Ширина фрезерования - 5 мм.
Глубина резания - 12 мм.
Чистота поверхности - 5.
Выбор инструмента
Для этой операции отлично подойдет с нормальными зубьями и цилиндрическим хвостовиком. Чтобы стружка отводилась вверх, винтовые канавки должны быть направлены вправо.
Расчет режима резания
Рассчитаем частоту вращения шпинделя. При скорости подачи 25 м/мин. она будет равна:
n = (1000*v)/(π*d) = (1000*25)/(3,14*16) = 500 об./мин.
Подача на один зуб - 0,03 мм. Вычислим минутную подачу.
s = s зуб *z (чистота поверхности)*n = 0,03*5*500 = 75 мм/мин.
Фрезерование каждого уступа проходит по следующей схеме.
Закрепите заготовку в тисках, а фрезу - в патроне шпинделя станка.
Установите лимб коробки подач на 80 мм/мин., а лимб коробки скоростей - на 500 об./мин.
Запустите вращение шпинделя.
Подведите заготовку под фрезу.
Поднимите стол до легкого касания фрезой верхней плоскости заготовки.
Установите кулачки выключения продольной подачи на длину фрезерования.
Обработайте деталь с двух сторон.

Изображение №12: фрезерование уступов концевой фрезой
Фрезерование сквозных пазов концевыми фрезами
Для фрезерования сквозных пазов обычно берут концевые фрезы, диаметры которых соответствуют чертежным размерам пазов с допустимыми отклонениями.
Важно! Так делают в случаях, если концевые фрезы не имеют радиального биения. При его наличии ширина паза получится больше заданной. Итог- брак.
Для обработки сквозных пазов чаще всего берут новые концевые фрезы. При работе с переточенными инструментами для соблюдения точности пазов можно использовать патроны с регулируемыми эксцентриками. Технология фрезерования сквозных пазов не отличается от описанной выше.
Фрезерование замкнутых пазов концевыми фрезами
Задача - профрезеровать в планке замкнутый паз. Длина - 32 мм. Ширина - 16 мм.

Изображение №13: чертеж планки
Выбор инструмента
Подойдет та же самая фреза с пятью зубьями (z = 5).
Расчет режима резания
Заданная подача фрезы - 0,01 мм/зуб. Скорость резания - 25 м/мин. Частота - 500 об./мин. Вычислим минутную подачу.
s = s зуб *z*n = 0,01*5*500 = 25 мм/мин.
Минимальная подача на станке - 31,5 мм/мин. Устанавливаем именно ее. Рассчитаем фактическую подачу на один зуб.
s зуб = s/(z*n) = 31,5/(5*500) = 0,013 мм/зуб.
Выполнение операции
При фрезеровании сквозных пазов:
сначала дают ручную вертикальную подачу для того, чтобы фреза врезалась в материал на 4–5 мм;
после этого включают механическую продольную подачу и вырезают глухой паз нужной длины;
постепенно поднимают стол до получения сквозного отверстия.

Изображение №14: закрепление заготовки и фрезерование сквозного паза
Фрезерование наклонных плоскостей цилиндрическими концевыми фрезами
Для фрезерования наклонных плоскостей концевыми фрезами применяют две технологии.
1. Фрезерование с поворотом заготовок
Эта технология предполагает использование универсальных поворотных тисков. Заготовки в них крепятся так же, как и в обычных.

Изображение №15: фрезерование наклонной плоскости концевой фрезой с поворотом заготовки
Важно! Обрабатываемая наклонная плоскость должна располагаться параллельно столу.
2. Фрезерование с поворотом шпинделя станка
Это возможно как на вертикальных, так и на горизонтальных фрезерных станках. Первые для этого должны обладать функцией поворота бабки со шпинделем вокруг горизонтальной оси, а вторые - накладными вертикальными головками. Для фрезерования просто устанавливают нужные углы наклона.

Изображение №16: фрезерование наклонной плоскости концевой фрезой под углом 60°
Фрезерование наклонных плоскостей угловыми концевыми фрезами
Выполняется на горизонтальных фрезерных станках. Обработка заготовок угловыми фрезами происходит на меньших скоростях подачи и резания. Это связано с трудными условиями работы.
К примеру, при глубине фрезерования 12 мм назначают скорость резания 11,8 м/мин. Частота вращение шпинделя - 50 об./мин.

Изображение №17: фрезерование наклонной плоскости угловой концевой фрезой
Обратите внимание! Чтобы избежать брака при фрезеровании наклонной плоскости:
перед операцией удостоверьтесь в точности разметки;
закрепите заготовку максимально надежно;
тщательно очистите тиски и стол от стружки;
проверьте угол наклона инструмента или универсальных тисков.
Фрезерование закрытых шпоночных канавок шпоночными концевыми фрезами
Выполняется на горизонтальных и вертикальных фрезерных станках. Рассмотрим фрезерование шпоночной канавки с шириной 10 мм и глубиной 4 мм.

Изображение №18: фрезерование закрытой шпоночной канавки
Выбор инструмента
Для этой операции возьмем шпоночную фрезу с диаметром 10 мм. Если она перетачивалась, необходимо проверить диаметр рабочей части микрометром.
Расчет режима резания
Заданная скорость резания - 25,2 м/мин. Частота вращения - 800 об./мин. Подача - 0,03 мм/зуб. Количество зубьев - 2. Рассчитаем минутную подачу.
s = 0,03*2*800 = 48 мм/мин.
Подготовка к работе и выполнение операции
После закрепления фрезы в патроне проверьте ее радиальное биение по индикатору. Ширина канавки не должна выйти из допуска. Фрезерование шпоночных канавок происходит так же, как и рассмотренная выше обработка замкнутых пазов.
Обработка концевыми фрезами специальных пазов
К ним относятся Т-образные пазы и пазы типа «ласточкин хвост». Их фрезерование обычно выполняется на вертикальных фрезерных станках.
Фрезерование Т-образных пазов
Фрезерование простых Т-образных пазов включает в себя 2 этапа.
При помощи Т-образной фрезы делают паз Т-образным.
Если необходимо получить паз с заваленными кромками, делают третий переход. Фаски снимают при помощи угловой фрезы.

Изображение №19: три этапа фрезерования Т-образного паза с заваленными кромками
Фрезерование паза типа «ласточкин хвост»
Также происходит за 2 этапа.
При помощи цилиндрической концевой фрезы получают прямоугольный паз.
При помощи угловой фрезы типа «ласточкин хвост» завершают операцию.

Изображение №20: фрезерование паза типа «ласточкин хвост»
Контурное фрезерование концевыми фрезами
Существуют две основные технологии контурного фрезерования концевыми фрезами.
С комбинированием ручных подач
Технология выглядит так.
Заготовка фиксируется на столе или в тисках.
Деталь обрабатывается концевой фрезой по размеченному контуру (стол при этом перемещается в продольном и поперечном направлениях).
Обратите внимание! За один раз профрезеровать контур невозможно. Деталь сначала обрабатывают начерно, а затем - начисто.

Изображение №21: фрезерование криволинейного контура с комбинированием ручных подач
С использованием круглого поворотного стола
При фрезеровании заготовок на круглых поворотных столах контуры дуг образуются за счет их круговых подач. Приспособления бывают ручными и механическими. По этой технологии получают высокоточные контуры.

Изображение №22: круглый поворотный стол с ручной подачей
Обратите внимание! Выше мы рассмотрели лишь основные сферы применения концевых фрез. Об иных операциях и особенностях их выполнения читайте в специальной литературе.
Станок, его шпиндель и стол должны быть чистыми.
Не используйте неподходящие рукоятки и ключи.
При фиксации в тисках поковок, черных отливок и заготовок из проката одевайте на губки накладки из латуни, меди или алюминия.
Накладки также нужны при фрезеровании обработанных деталей и заготовок.
Заготовки и зажимные приспособления должны быть очищены от стружки.
Не забывайте снимать заусенцы после переходов.
Не зажимайте слишком сильно тонкие заготовки.
Перед опусканием и поднятием стола не забывайте проверять затяжку.
В процессе фрезерования следите за инструментом. О том, что фреза затупилась, можно понять по вибрациям станка и чрезмерному нагреву стружки.
Не подводите детали под фрезы резко.
Фрезерование пазов – ответственная процедура, точность и правильность ее выполнения напрямую влияет на надежность и качество сопряжений в различных механических устройствах, где используются шпонки.
1 Виды шпоночных пазов и требования к их обработке
Соединения шпоночного типа можно встретить в самых разных устройствах. Чаще всего они применяются в машиностроительной отрасли. Шпонки для таких сопряжений бывают клиновыми, сегментными и призматическими, реже встречаются изделия с другими видами сечений.
Шпоночные пазы принято подразделять на следующие типы:
- с выходом (иначе говоря – открытые);
- сквозные;
- закрытые.
Любые из этих пазов необходимо фрезеровать максимально точно, так как от качества проведенной операции зависит надежность посадки изделий, сопрягаемых с валом, на шпонку. Квалитет точности пазов после обработки должен иметь такие показатели:
- 8 класс точности – длина;
- 5 класс – глубина;
- 3 либо 2 класс – ширина.
Квалитет точности должен соблюдаться неукоснительно. В противном случае после фрезерования придется выполнять трудоемкие и очень сложные работы по подгонке, в частности, подпиливание сопрягаемых элементов конструкции либо непосредственно шпонок.

Нормативные документы выдвигают строгие требования к точности расположения шпоночного паза, а также величине шероховатости его поверхности.
Квалитет шероховатости стенок (боковых) паза не может быть ниже пятого класса, а его грани обязаны размещаться абсолютно симметрично по отношению к проходящей через ось вала плоскости.
2 Фрезы для обработки шпоночных пазов
Чтобы обеспечить требуемый квалитет точности различных пазов, для их обработки применяются разные виды пазовых фрез:
- Затылованные по Госстандарту 8543. Они могут иметь сечение 4–15 и 50–100 мм. После переточки такой инструмент не изменяется по своей ширине. Затачивают затылованные фрезы исключительно по передней поверхности.
- Дисковые по стандарту 573. Их зубья располагаются на цилиндрической части. Дисковый режущий инструмент рекомендован для обработки пазов небольшой глубины.
- С цилиндрическим и коническим хвостовиком. Они бывают сечением 16–40 мм (конические) и 2–20 мм (цилиндрические). Для изготовления подобных фрез обычно применяются твердые сплавы (например, ВК8). Инструмент имеет 20-градусный угол наклона канавки. Режущее приспособление из твердого сплава дает возможность выполнять фрезерование уступов и пазов из плохо поддающихся обработке материалов и сталей прошедших закалку. Такой инструмент в несколько раз увеличивает квалитет точности и шероховатости поверхности, а также существенно повышает производительность работ.
- Насадные под шпонки сегментного типа по Госстандарту 6648. Фрезы, позволяющие обрабатывать любые разновидности пазов под сегментные шпонки сечением от 55 до 80 мм. В этом же стандарте описывается и хвостовой инструмент под такие шпонки. С их помощью фрезеруют изделия сечением не более 5 мм.

Основным инструментом для обработки пазов на являются специальные шпоночные фрезы, выпускаемые по Госстандарту 9140. Они располагают двумя зубьями с режущими торцовыми кромками, имеют хвостовик конической либо цилиндрической формы. Для обработки шпоночного паза они идеальны, так как рабочие кромки данных фрез направлены в тело инструмента, а не наружу.
Шпоночные фрезы работают и с продольной, и с осевой подачей (как на ), они гарантируют необходимый квалитет шероховатости уступов и пазов после обработки. Переточка подобного инструмента осуществляется по зубьям, расположенным в торцевой части фрезы, благодаря чему ее начальное сечение почти не изменяется.
3 Особенности обработки шпоночных уступов и пазов
Фрезерование элементов шпоночного соединения производится на валах. Для удобного крепления заготовок валов используют призму – специальное приспособление, облегчающее процесс обработки. Если вал имеет большую длину, применяют две призмы, если небольшую – достаточно и одной.
Призматическое приспособление для уступов и пазов должно располагаться максимально точно. Этого добиваются за счет наличия в его основании шипа, который вводится в паз рабочего стола. Для закрепления валов используют прихваты. Они опираются непосредственно на вал, что исключает вероятность прогиба последнего. Обычно под прихваты укладывают латунную либо медную (небольшую по толщине) пластинку. Она предохраняет готовую поверхность изделия от повреждений.

Крепление валов выполняют в обычных тисках, которые монтируют на стол так, чтобы их можно было развернуть на 90 градусов. За счет возможности поворота тиски без проблем устанавливают на вертикально- и горизонтально-фрезерные агрегаты.
На призме вал фиксируется губками (посредством маховичка его зажимают), вращающимися вокруг пальцев. Описываемое приспособление для обработки уступов и шпоночного паза имеет в своей конструкции упор. Он позволяет монтировать вал по длине.
Чаще всего применяются призмы с магнитом (оксидно-бариевым) постоянного действия. Призматический корпус сделан из двух частей. Между этими половинками и устанавливается магнит. Как видим, приспособление для фрезерования уступов и шпоночных соединений выполнено достаточно просто, но при этом гарантирует эффективную обработку изделий.
4 Как фрезеруют закрытые пазы?
Обработка пазов закрытого типа осуществляется на горизонтально-фрезерных агрегатах. Для работы используется описанное выше приспособление, которое снабжается призмами либо самоцентрирующимися тисками. Установка валов на них производится стандартным образом.
Кроме того, существует еще один вариант установки валов. Специалисты называют его "монтажом по яблочку". В этом случае вал размещается по отношению к рабочему инструменту (концевая либо шпоночная фреза для уступов и пазов) на глаз. Затем запускают режущее приспособление и аккуратно подводят его к валу до момента их взаимодействия.
При контакте фрезы и вала на последнем остается слабый след рабочего инструмента. Когда след получается в виде неполного круга, стол требуется слегка сместить. Если же рабочий видит перед собой полный круг, никаких дополнительных действий производить не нужно, можно начинать фрезерование.

Закрытые пазы, которые впоследствии слегка пригоняются, обрабатывают по двум разным схемам:
- Врезанием фрезы (ручная операция) на всю глубину уступа и механической подачей в продольном направлении.
- Ручным врезанием инструмента на заданную глубину и механической продольной подачей в одну сторону, а затем еще одним врезанием и подачей, но уже в противоположную сторону.
Первая методика обработки уступов и пазов используется для фрез сечением 12–14 мм. В остальных случаях рекомендована вторая схема.
5 Тонкости обработки открытых и сквозных пазов и уступов
Такие элементы фрезеруют только после того, как все работы по их цилиндрической поверхности полностью завершены. Дисковый инструмент применяют в ситуациях, когда радиусы фрезы и канавки одинаковые.
Обратите внимание – эксплуатация фрез допускается до некоторого момента. При каждой новой заточке инструмента его ширина становится меньше на определенную величину. После нескольких таких операций фрезы становятся негодными для работы с пазами, их можно использовать для выполнения других операций, которые не выдвигают высоких требований к геометрическим параметрам по ширине.

Рассмотренное ранее приспособление подходит для обработки уступов и пазов сквозного и открытого типа. Здесь важно обеспечить правильную установку режущего инструмента на оправку. Монтаж нужно производить так, чтобы биение фрезы по торцу было как можно меньшим. Заготовка фиксируется в тисках с накладками (латунь, медь) на губках.
Точность монтажа фрезы проверяют штангенциркулем и угольником. Процесс выглядит следующим образом:
- инструмент ставят поперечно со стороны конца вала, который выступает из тисков, на заданную заранее дистанцию;
- при помощи штангенциркуля проверяют правильность выставленной дистанции;
- с другого конца вала устанавливают угольник и опять выполняют проверку.

Совпадение результатов замеров говорит о том, что фреза смонтирована правильно.
Добавим, что сегментные шпонки обрабатываются специальными фрезами (насадными либо хвостовыми). Двойной радиус канавок таких шпонок определяет диаметр инструмента, который можно использовать для фрезерования. При выполнении таких работ подача выполняется вертикально (по отношению к оси вала – в перпендикулярном направлении).
6 Шпоночно-фрезерные агрегаты для обработки валов
Если пазы должны иметь максимально точную ширину, их обработку следует выполнять на специальных шпоночных станках. Они работают шпоночным двузубым режущим инструментом, а подача на таких агрегатах выполняется по маятниковой схеме.
Шпоночно-фрезерное станочное оборудование обеспечивает обработку паза по всей его протяженности при врезании рабочего инструмента на глубину от 0,2 до 0,4 миллиметров. Причем фрезерование проводится дважды (врезание и подача в одну сторону, затем – те же операции в обратную сторону).
Описываемые станки оптимальны для массового и серийного изготовления шпоночных валов. Работают они в автоматическом режиме – после обработки изделия подача бабки в продольном направлении отключается автоматически и шпиндельный узел перемещается в начальное положение.

Кроме того, данные агрегаты гарантируют высокую точность получаемого паза, а фреза по периферии почти совсем не изнашивается, так как фрезерование ведется ее торцовыми частями. Минусом применения такой технологии считается ее длительность. Стандартная обработка пазов за два или один проход осуществляется в несколько раз быстрее.
Размеры пазов при использовании шпоночно-фрезерного оборудования контролируется либо калибрами, либо измерительным штрих-инструментом. В качестве калибров применяют круглые пробки. Замеры при помощи штангенглубиномера и штангенциркуля выполняются стандартно (устанавливается сечение, ширина, длина, толщина паза).
На современных предприятиях активно эксплуатируются два шпоночных станка: 6Д92 – для обработки концевым немерным инструментом закрытых пазов, и МА-57 – для фрезерования трехсторонним инструментом открытых пазов. Эти агрегаты, как правило, интегрируют в автоматизированные технологические линии.